Toggle navigation
导航菜单
网站首页
公司简介
产品中心
数控滚齿机
蜗轮蜗杆
新闻中心
公司新闻
行业新闻
联系我们
行业新闻
滚齿机刀架结构
滚刀刀架的结构
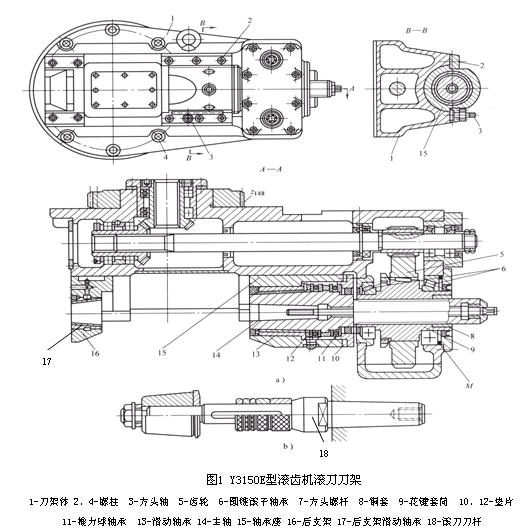
Y3150E型滚齿机滚刀刀架结构如图1所示。
滚刀刀架用于支承滚刀主轴,并带动安装在主轴上的滚刀作垂直进给运动。滚刀刀架由刀架体1和刀具溜板两部分组成。刀架体1通过六个螺栓4固定在刀架溜板的环形T形槽上(图1中未示出)。刀架体可相对刀架溜板搬动一定的角度,以调整滚刀安装角。安装滚刀的刀杆18(见图1b)右端用莫氏锥体与主轴14的莫氏锥孔相配合,并用方头螺杆7经主轴通孔从后端拉紧,刀杆的左端支承在后支架16的滑动轴承17内。主轴与刀杆的径向圆跳动允差为0.005mm;圆度允差为0.005mm;其配合部位的接触面积应大于85%。后支架16可在刀架体上沿主轴轴线方向调整,并用压板将其固定在所需的位置上。
主轴14的前端(左端)用内锥外圆的前滑动轴承13支承,以承受径向力。该轴承为双层金属结构,采用钢料为底层,面衬青铜。其中1:20的锥孔用作滚刀主轴的轴线定位基准。由于对主轴部件的回转精度要求很高,除要求前滑动轴承内孔与外圆柱面有较高的同轴度外,还必须保证主轴与前滑动轴承的配合间隙保持在0.004~0.01mm内。该轴承在结构上设计有油孔和油槽,通过润滑系统供给清洁、充足的润滑油。前轴承13、推力球轴承11安装在轴承座15内,经螺栓2通过两块压板将轴承座15紧固在刀架体上。主轴的轴向力由两个推力球轴承11来承受。主轴由后(右)端的花键轴通过铜套8、花键套筒9支承在两个圆锥滚子轴承6上,由齿轮5带动旋转,为卸荷式主轴结构。
为调整滚刀的轴向位置(常称为串刀),可通过串刀机构进行调整。调整时,应先松开压板螺栓2,用手柄转动方头轴3,经小齿轮及轴承座15上的齿条,带动轴承座15、滚刀主轴一起轴向移动。调整合适后,应将压板螺栓拧紧。
滚刀架的常见故障及排除方法
滚齿机经长期使用后,滚刀架部件容易出现主轴径向圆跳动和轴向窜动超差、后支架与主轴同轴度误差增大等故障。其主要原因是主轴与滚刀刀杆磨损,前滑动轴承13、后支架滑动轴承17及铜套8磨损所致。
滚刀主轴易磨损部位是:主轴与前滑动轴承和铜套的配合表面;主轴锥孔(莫氏5号)与滚刀刀杆锥柄的配合表面。滚刀主轴的修复或更换应根据其磨损程度来确定。当主轴磨损较小时,可采用研磨法或磨削法予以修复;若主轴磨损、拉毛严重时,应予以更换。滚刀刀杆很容易出现磨损、弯曲、拉毛现象,在使用中应经常对其进行检查,及时更换磨损、变形严重的刀杆。
主轴轴承产生磨损后,将导致轴承间隙增大,使主轴的回转精度下降,直接影响加工齿轮的质量。若轴承磨损较小而均匀,可通过配磨垫片厚度,以调整轴承间隙。如主轴的前端滑动轴承13磨损,造成主轴径向圆跳动超过允许值时,可拆下调整垫片10及12配磨,应使两垫片的修磨量相同,直至符合要求,推力球轴承11磨损后,会引起主轴的轴向窜动增大。调整时,则只需拆下调整垫片10,用修磨的方法减小垫片厚度尺寸,即可消除轴向间隙。当支承套筒9的圆锥滚子轴承6磨损时,由于支承套筒与铜套8、齿轮5紧密配合在一起,经铜套8引起主轴后支承精度下降,使主轴后端的斜齿轮副在工作时出现冲击、振动、发热和噪声,应对调整垫片M进行厚度调整以消除圆锥滚子轴承6的间隙。
若前滑动轴承磨损较大且不均匀,应对该轴承的锥孔进行修刮,或采用主轴与轴承锥孔对研法予以修整。但这种修理方法难以保证滑动轴承内外圆的同轴度,在主轴回转精度要求较高时,应更换前滑动轴承。更换前轴承之前,应先将主轴前轴颈的支承表面用磨削法恢复精度后,以修磨后的滚刀主轴为基准,重新配作前轴承。新配作的滑动轴承内外圆同轴度应达到0.005mm,表面粗糙度达到Ra0.4
μ
m。
后轴承的调整与修磨方法与前支承大致相同,可参照上述方法予以调整。
上一篇:
滚齿机的调整步骤
下一篇:
直驱式数控滚齿机的工作原理和特点
栏目导航
公司新闻
行业新闻
新闻中心
如何正确进行数控滚齿机机械
2017-06-23
直驱式数控滚齿机的工作原理
2017-06-05
降低滚齿机电动机消耗
2017-04-11
关于“全数控”与“全自动”
2017-01-25
滚齿机刀架结构
2016-09-20
联系我们
CONTACT US
台州市华博电机有限公司
QQ:2032063235
电话:0576-87510380
邮箱:huabodianji@163.com
地址:浙江省台州市玉环县坎门街道水龙村